
5 astuces d’atelier pour éliminer le talon de rabotage
Le talon de rabotage gâche vos derniers centimètres de bois à chaque passe. Cinq techniques de praticien permettent de réduire ou supprimer ce défaut, sans changer de machine. Voici mon avis terrain après 30 ans de copeaux et des milliers de mètres linéaires rabotés.
Vous venez de raboter dix planches de hêtre pour un plateau de table. Tout semble parfait, jusqu’au moment où vous posez un réglet sur les extrémités : un creux de deux dixièmes sur les cinq derniers centimètres de chaque pièce. Le talon de rabotage. Ce défaut, je l’ai combattu sur toutes les machines que j’ai eues : des combinées Kity, des Lurem, des portatives DeWalt. Même les vieilles industrielles à bâti lourd n’y échappent pas complètement. Le talon ne se rattrape pas une fois posé. Mais il se prévient. Cinq techniques d’atelier permettent de le rendre invisible, ou de le cantonner là où il ne gêne plus. Voici celles que j’utilise au quotidien.

- 1. Passer les pièces bout à bout
- 2. Utiliser des pièces sacrificielles de même épaisseur
- 3. Glisser une plaque de MDF 4 mm sur la table de raboteuse
- 4. Soulever légèrement la pièce à l'entrée et à la sortie
- 5. Prévoir plus long pour éliminer le talon de rabotage
- Bonus : paraffiner la table pour limiter le talonnage
1. Passer les pièces bout à bout
Si vous avez une série de pièces à mettre à la même épaisseur, enchaînez-les les unes contre les autres sans interruption. Tant que les deux rouleaux de la raboteuse restent engagés sur du bois, la pression reste stable et le talon ne se produit pas. Pour comprendre les causes mécaniques du talonnage, j’ai mis du temps à le comprendre, mais rien de mystérieux : quand un seul rouleau maintient la pièce au lieu de deux, la pression chute, les fers se rapprochent du bois de quelques centièmes, et mordent plus profondément. En bout à bout, le talon n’apparaît que sur les premiers centimètres de la première pièce et les derniers de la dernière. Toutes les pièces intermédiaires sortent nettes.
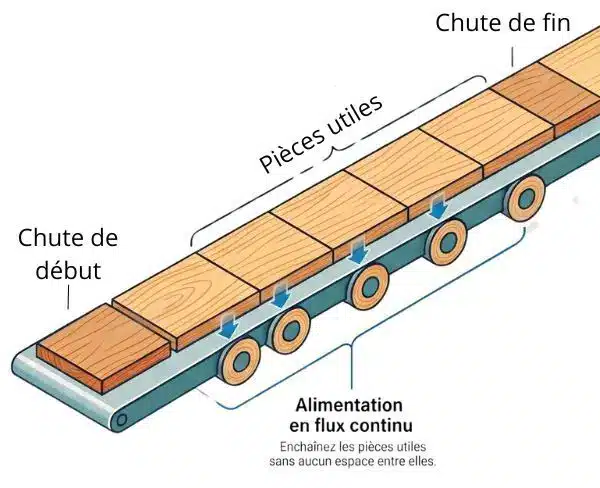
En pratique : passez une chute en premier, aboutez votre première pièce utile derrière elle, puis enchaînez le reste du lot. Quand la dernière pièce utile entre dans la machine, placez une chute derrière elle. Le talon tombe sur les chutes, jamais sur vos pièces.
Deux points à respecter pour que ça fonctionne. Le moindre espace entre deux pièces, même un millimètre, suffit à recréer le phénomène. Les fers tournent à plusieurs milliers de tours par minute, mais ce n’est pas eux le problème : dès que le rouleau perd le contact avec le bois, le même phénomène se reproduit à la jonction. Soignez vos coupes d’about.
Les épaisseurs doivent être identiques. Si vous intercalez une pièce de 22 mm dans un lot de 25 mm, les rouleaux subissent un changement de pression brutal au passage de la marche. Triez vos pièces par épaisseur avant de lancer la série.
Sur les pièces courtes, le rythme est sportif. Il faut alimenter la machine d’une main tout en réceptionnant les pièces de l’autre. Je me place sur le côté de la machine, pas en face. Main gauche en entrée, main droite en sortie. Avec un peu de pratique, le rythme vient en quelques minutes. Au-delà d’un mètre de longueur, un assistant en sortie change la donne.
2. Utiliser des pièces sacrificielles de même épaisseur
Quand vous ne rabotez qu’une seule pièce ou que le bout à bout en série est impossible, la chute sacrificielle prend le relais. Le principe reste le même : maintenir un flux continu de bois sous les rouleaux. Mais au lieu d’enchaîner dix pièces utiles, vous encadrez la pièce unique avec deux chutes de même épaisseur, une devant, une derrière, au contact strict.
La chute doit mesurer au moins 18 à 20 cm pour que les deux rouleaux soient engagés dessus simultanément. En dessous, vous jouez avec la sécurité et l’efficacité. Et surtout, rabotez vos chutes en même temps que vos pièces utiles. Après trois ou quatre passes, si la chute n’a pas suivi la descente de cote, la différence d’épaisseur recrée un déséquilibre de pression.
Ce que je fais : je garde toujours un stock de chutes triées par épaisseur près de la raboteuse. Épaisseurs courantes en atelier : 18 mm, 22 mm, 27 mm, 34 mm. Quatre petits casiers, des chutes de récup, et vous avez sous la main de quoi protéger n’importe quelle pièce. Ce n’est pas du gaspillage, c’est de l’outillage.
Une variante que j’utilise sur les grands collages : au lieu de pousser les chutes devant et derrière, placez-les côte à côte, décalées longitudinalement pour que chaque pièce chevauche partiellement la suivante. Le rouleau ne relâche jamais la pression, même si l’aboutement n’est pas parfait. Sur un plateau de table en bois précieux, je combine les deux approches : chutes latérales et chutes bout à bout.
3. Glisser une plaque de MDF 4 mm sur la table de raboteuse
J’ai découvert cette astuce sur un forum il y a des années, et je l’utilise encore sur mes vieilles machines. Une plaque de MDF de 4 mm posée sur le plateau de la raboteuse, sous la pièce à raboter. Le bois glisse dessus au lieu de frotter directement sur la fonte ou l’aluminium.
Le MDF améliore deux choses à la fois. Le glissement : sa surface est plus régulière que la fonte brute, surtout sur les machines anciennes dont le plateau est piqué ou rayé. L’entraînement devient plus fluide, les micro-blocages disparaissent. Et la distribution de pression : si la plaque dépasse la pièce aux deux extrémités, les rouleaux restent engagés sur une surface continue tout au long de la passe. La pression varie moins entre le moment où un seul rouleau appuie et celui où les deux appuient ensemble.
En pratique, je passe d’un talon de rabotage de 0,1 mm à un défaut de 0,02 à 0,03 mm qui part au ponçage grain 120. Sur une machine fatiguée, la plaque transforme un talon inacceptable en quelque chose de gérable.
Quelques précautions à garder en tête. Comptez l’épaisseur du MDF dans votre cote de lecture. Je note « MDF +4 » au feutre sur la machine quand la plaque est en place. La plaque doit dépasser la pièce d’au moins 10 cm de chaque côté, pour que les rouleaux restent toujours engagés sur une surface. Et cirez-la à la paraffine avant chaque session : un MDF brut accroche. Remplacez-la quand elle commence à se creuser sous les rouleaux.
Pour les pièces lourdes en chêne, le MDF de 4 mm fléchit. Montez à 12 mm ou passez au mélaminé, qui offre un glissement naturel sans cirage et qui fléchit moins sous les rouleaux.
4. Soulever légèrement la pièce à l’entrée et à la sortie
Le talon de rabotage ne vient pas uniquement de la machine. Sur les pièces longues ou lourdes, le poids du bois qui dépasse de la table fait basculer l’extrémité vers le haut dans les fers. Cette deuxième cause, un geste simple en apparence la corrige. Le geste demande un peu de doigté, et je le déconseille d’emblée sur une pièce que vous ne pouvez pas vous permettre de rater. Au moment où la pièce entre dans la raboteuse, soulevez très légèrement l’extrémité arrière. Je parle de deux à trois millimètres, pas plus. L’objectif : compenser le basculement naturel de la pièce et maintenir l’avant bien plaqué sur la table quand il passe sous les fers sans être encore retenu par le deuxième rouleau.

En sortie, faites le tour de la machine et soulevez l’extrémité avant de la même façon pour empêcher l’arrière de basculer dans les fers.
La dose est la clé. Trop soulever, vous créez le problème inverse : un creux provoqué par vous-même. J’ai vu des débutants incliner leur planche de cinq ou six millimètres en pensant bien faire, et produire un talon d’entrée pire que celui qu’ils voulaient corriger. La pression à exercer est celle qu’on met pour tenir une bouteille d’eau. Sur les pièces longues, maintenez cette pression pendant les 60 à 90 premiers centimètres d’avance, le temps que la pièce soit bien stabilisée entre les deux rouleaux et que le porte-à-faux arrière ne crée plus de bascule.
Ce geste ne produit pas un résultat parfait à 100 %. Il reste souvent un très léger creux, presque invisible à l’oeil, que trois coups de ponceuse grain 120 effacent. Pour réduire encore ce résiduel, descendez votre dernière passe à 0,3 mm maximum : moins les rouleaux poussent, moins le bâti fléchit. Le talon résiduel ne se sent plus au doigt. Sur les pièces très lourdes, une servante d’atelier réglée à la hauteur exacte de la table en sortie est indispensable en complément. Une quarantaine d’euros d’investissement qui résolvent 80 % des problèmes de talon de sortie sur les combinées. Si le talon persiste malgré tout, le problème est souvent dans le réglage des rouleaux entraîneurs.
5. Prévoir plus long pour éliminer le talon de rabotage
La solution que tout le monde connaît, et que tout le monde applique mal. Prévoir plus long et recouper après rabotage, oui. Mais pas n’importe comment.

L’erreur que j’ai vue des centaines de fois : couper les pièces à la longueur finie avant de raboter. Le calcul est implacable. Si votre machine produit un talon de 5 cm à chaque extrémité et que vous devez sortir quatre pièces de 25 cm d’une planche de 1 m, rabotez la planche entière puis recoupez : vous perdez 10 cm de talon, soit 10 % de chute. Si vous découpez d’abord puis rabotez chaque morceau, chaque pièce prend un talon aux deux bouts, soit 40 cm de perte totale au lieu de 10. Avec du noyer à 15 euros le mètre linéaire, l’erreur fait mal.
Ma règle : je rabote d’abord les plus grandes longueurs possibles, et je ne coupe à la cote finie qu’une fois les quatre faces propres.
La surlongueur à prévoir dépend de votre machine. Sur une portative type DeWalt ou Metabo, comptez 10 cm par extrémité. Sur une combinée bien réglée type Kity 636 ou Lurem 260, 5 à 7 cm suffisent. Sur une stationnaire lourde, 2 à 3 cm par précaution. Mon conseil : la première fois que vous utilisez votre raboteuse, passez une chute de 60 cm et mesurez précisément la longueur et la profondeur du talon aux deux bouts. Notez-le au feutre sur le carter. Vous ne le chercherez plus jamais.
Les chutes de talon ne sont pas perdues. Elles finissent dans le bac à cales de collage, à réglages-machine, à essais d’assemblage. Rien ne se jette.
Bonus : paraffiner la table pour limiter le talonnage
Ce n’est pas une solution directe au talonnage, mais la glisse de la table de la raboteuse influence le résultat plus qu’on ne le croit. Un bois qui accroche sur une table sèche avance par à-coups. Et chaque micro-blocage au passage du rouleau cranté suffit à marquer la pièce, y compris par des ondes de rabotage qui n’ont rien à voir avec le talon lui-même.
Mon produit de base : un pain de paraffine frotté directement sur la fonte après dépoussiérage. Un bloc dure des mois, ne gêne ni le collage ni les finitions, et se trouve au rayon bougies du supermarché. Sur les tables aluminium au surfaçage médiocre, imbibez d’abord un chiffon de white spirit, frottez la table, puis passez le pain pendant que la surface est encore humide. Le film adhère mieux.
Pour les ateliers qui veulent aller plus loin, la cire d’abeille offre une glisse durable et une protection antirouille. Application sur fonte propre après un léger ponçage grain 800 à 1200, lustrage au chiffon sec.
Deux produits à fuir absolument. Le silicone, qui migre partout dans l’atelier et crée des yeux de poisson dans les vernis, des zones de refus dans les teintes, et des collages qui ne prennent pas. J’ai vu un collègue reponcer un plateau entier au grain 60 pour retrouver une surface saine après une seule bombe de silicone. Et le savon de Marseille, dont la soude attaque la fonte et corrode l’aluminium. Paraffinez les tables, jamais les rouleaux : le rouleau cranté a besoin d’accroche pour entraîner le bois.
Le talon de rabotage zéro existe. Mais il demande une machine bien réglée et un peu de patience. La combinaison des pièces bout à bout avec une dernière passe très légère et une table bien cirée donne ce que j’appelle le « talon invisible » : celui qui ne se voit plus une fois la finition posée.





