
Ondes et défauts de surface au rabotage : causes et solutions
Votre raboteuse dégauchisseuse laisse des traces ondées sur vos planches ? Ces ondes de rabotage, souvent confondues avec un défaut de talonnage, ont des causes précises et des solutions concrètes. Après 30 ans d’atelier, voici mon diagnostic complet pour identifier et corriger chaque type de défaut de surface, du réglage des fers à la finition.
Ondes de rabotage : d’où viennent-elles ?
L’arbre porte-fers tourne en cercle. À chaque passage, le fer entre dans le bois en creusant un petit arc, puis ressort. La surface qui en résulte n’est jamais plane au sens strict : c’est une succession de micro-creux et de micro-crêtes. Ces ondulations sont perpendiculaires au sens d’avance et couvrent toute la largeur de la pièce. On n’y échappe pas. J’ai travaillé sur des machines à 15 000 euros, le phénomène est exactement le même, juste moins visible.
Ce qu’on peut faire, c’est réduire ces ondes au point où elles deviennent invisibles à l’œil et imperceptibles au toucher. Plusieurs choses jouent, et vous pouvez agir sur deux d’entre elles : la vitesse d’avance du bois et le nombre de fers montés dessus. La troisième, la vitesse de rotation de l’arbre, est fixée par votre machine.

Le pas d’usinage
La distance entre deux crêtes consécutives, le pas d’usinage, se calcule simplement :
Pas = Vitesse d’avance ÷ (Vitesse de rotation × Nombre de fers)
Plus le pas est petit, plus les ondes sont serrées et invisibles. En pratique, 2 mm de pas convient à la charpente. À 1,5 mm, on entre en menuiserie courante. En dessous de 1 mm, c’est l’ébénisterie fine : la surface sort presque finie de la machine.
Le diamètre de l’arbre joue aussi un rôle que beaucoup négligent. J’ai longtemps cru que seuls les fers comptaient, jusqu’au jour où j’ai comparé deux machines côte à côte. Un arbre de 120 mm produit un arc si plat que la profondeur des ondulations devient négligeable. Une vieille Guilliet ou une SCM industrielle avec un arbre massif donne un état de surface qu’aucune combinée d’atelier ne peut égaler. Si votre combinée d’atelier produit des ondes plus marquées qu’attendu malgré un pas d’usinage correct, c’est probablement le diamètre de l’arbre qui en est la cause.

Nombre de fers : ce que ça change vraiment
À chaque tour, chaque fer gomme la crête laissée par le précédent. Plus il y a de fers, plus l’effet de lissage est prononcé. Une combinée à 2 fers avec 6 m/min d’avance et 5 000 tr/min donne un pas de 0,6 mm : correct sur le papier, mais sur une combinée avec un arbre de 60 mm, les ondes restent visibles à lumière rasante. Passez à 3 fers dans les mêmes conditions, le pas tombe à 0,4 mm. Avec 4 fers, vous êtes à 0,3 mm : quasiment invisible sans ponçage.
Si vous hésitez entre deux machines de même gamme dont l’une a 3 fers et l’autre 2, prenez celle à 3 fers. La différence de prix est rarement significative, et la différence de surface se voit tout de suite. Pour aller plus loin, mon guide pour choisir votre raboteuse dégauchisseuse détaille tous les critères qui comptent.
Le fer qui dépasse : l’erreur la plus fréquente
Sur un arbre à 3 fers, si un seul dépasse de 2 centièmes de millimètre par rapport aux deux autres, c’est lui qui fait tout le travail. Les deux autres ne touchent plus le bois. Le pas d’usinage triple d’un coup.
Le diagnostic est simple : comptez les marques. Si l’espacement entre les crêtes est régulier et correspond à ce que le calcul donne pour votre nombre de fers, tout va bien. Si l’espacement est deux ou trois fois plus large que prévu, un seul fer travaille. Mesurez dix intervalles consécutifs et divisez par dix pour plus de précision.
La parade : la technique du tasseau dégauchi posé sur la table de sortie. Le fer, en tournant à la main, doit soulever le tasseau et le déplacer d’environ 3 mm, de façon identique sur toute la largeur et pour chaque fer. Si un fer déplace le tasseau de 3 mm et un autre de 5 mm, vous avez trouvé votre problème. Desserrez la vis de blocage du fer qui dépasse, recalez-le au ras du tasseau, resserrez et revérifiez.
Fers droits vs têtes hélicoïdales
Une fois vos fers droits bien réglés, la question revient souvent : faut-il passer à l’hélicoïdal pour en finir avec les ondes ? Le sujet déchaîne les passions sur les forums. Voici ce que j’ai observé en atelier.
La tête hélicoïdale ne fait pas disparaître les ondes de rabotage. Elle les transforme. À la place des bandes transversales sur toute la largeur, vous obtenez un motif en petits rectangles, chaque plaquette ne couvrant que 14 à 15 mm de large. Sous lumière rasante, si deux plaquettes voisines ne sont pas parfaitement au même niveau, les stries deviennent visibles.
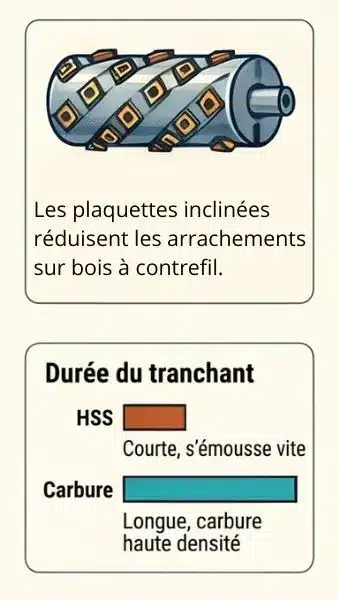
Là où l’hélicoïdale change vraiment la donne, c’est d’abord sur l’arrachement. Sur les bois à contrefil, érable ondé, loupe de noyer, sapelli, la différence est frappante : la coupe par cisaillement évite les arrachements que les fers droits provoquent. L’autre avantage, c’est la maintenance. Tourner une plaquette carbure prend 30 secondes. Réaffûter et recaler trois fers droits prend une heure.
Un point que le marketing passe sous silence : sur les résineux tendres, un fer HSS fraîchement affûté donne un résultat au moins égal à une plaquette carbure. Le HSS s’affûte à un tranchant de quelques microns, le carbure ne descend pas aussi fin. Mais après quelques centaines de mètres linéaires, le HSS s’émousse et le résultat s’inverse. Et la plupart des machines tournent dans cet état la majorité du temps.
Toutes les hélicoïdales ne se valent pas. Une tête segmentée bon marché dispose les plaquettes en spirale mais sans inclinaison par rapport à l’axe de l’arbre : le bois est coupé perpendiculairement, exactement comme un fer droit fractionné. Le cisaillement qui réduit l’arrachement n’existe que sur les vraies têtes hélicoïdales avec plaquettes inclinées.
Mon conseil : si vous travaillez régulièrement des bois figurés ou du bois de récupération, l’hélicoïdale transforme votre façon de travailler. Si vous ne rabotez que du résineux et que vous savez affûter, des fers droits bien entretenus font le travail pour moins cher.

Marques de rouleaux entraîneurs
Les ondes de rabotage ne sont pas le seul défaut de surface que votre raboteuse peut produire. Votre surface rabotée montre des stries régulières parallèles au sens d’avance ? Avant d’accuser les fers, regardez du côté du rouleau cannelé d’entrée. Ses dents s’enfoncent dans le bois avant le passage des fers. Sur du chêne, l’empreinte est superficielle et les fers l’effacent sans problème. Sur du sapin, de l’épicéa ou du peuplier, les fibres sont tendres et le rouleau s’y enfonce profondément.
La profondeur de passe minimum
À force de raboter des milliers de planches, j’ai retenu un seuil pratique : 0,5 mm minimum sur du résineux pour que les fers effacent complètement les traces du rouleau cannelé. Sur du feuillu dur, 0,2 à 0,3 mm suffit. En dessous, les stries sont inévitables, et ce n’est pas un problème de réglage.
Le piège classique : vous voulez approcher doucement la cote finale, vous descendez à des passes de 0,1 mm sur du sapin, et vous obtenez l’inverse de ce que vous cherchiez. Gardez vos passes généreuses jusqu’à 1 mm de la cote finale, puis faites une seule passe franche de 0,5 mm pour finir.
Réglage des ressorts du rouleau
Sur la quasi-totalité des combinées d’atelier, la pression du rouleau cannelé est réglable par des vis agissant sur des ressorts. La majorité des machines sortent d’usine avec une pression calibrée pour du feuillu dur. Si vous travaillez principalement du résineux, cette pression est excessive.
Procédez par quart de tour, en alternant les deux côtés pour garder la symétrie. Un quart de tour, passez une chute de sapin, examinez le résultat. Si le bois patine, resserrez d’un quart de tour. Le point optimal se trouve toujours entre ces deux limites. Pour approfondir le réglage des rouleaux entraîneurs, j’ai détaillé la procédure complète dans un article dédié.
Nettoyez aussi le rouleau cannelé après chaque session de résineux. La résine remplit les stries et modifie la géométrie du rouleau. Un chiffon imbibé d’essence minérale suffit. Cinq minutes qui changent radicalement le comportement de la machine.
Si votre surface montre des empreintes irrégulières en plus des stries régulières du rouleau, ce sont probablement des copeaux pressés. Je vois souvent ce problème sur les petites combinées où l’aspiration est le point faible. Les copeaux restent en suspension, et le rouleau de sortie les plaque contre la surface fraîchement rabotée. Vérifiez l’étanchéité du capot, la section du tuyau et l’état du filtre.

Réduire les ondes : vitesse d’avance et affûtage
La vitesse d’avance est le premier paramètre sur lequel agir pour réduire les ondes de rabotage. Ralentir l’avance rapproche les crêtes et les rend plus fines.
Sur une Robland XSD 310 avec son avance unique de 6 m/min, l’état de surface est d’emblée celui d’un réglage de finition. Sur les combinées semi-pro qui proposent deux vitesses, comme les SCM Minimax FS à 7 et 14 m/min, la vitesse lente donne un état de surface nettement meilleur qu’en vitesse rapide, même si elle reste dans la tranche du travail courant. En ordre de grandeur : 4 à 6 m/min pour une finition soignée, 6 à 8 m/min pour le travail courant, au-delà de 8 m/min le ponçage devient obligatoire. Si votre machine n’a qu’une seule vitesse d’avance, les seuls leviers restants sont le nombre de fers et un affûtage impeccable.
Attention à l’excès inverse. Une avance trop lente provoque un échauffement du bois et une usure accélérée des arêtes de coupe. Le fer frotte plus qu’il ne coupe. Sur des bois résineux, ça peut provoquer des brûlures visibles. Les fourchettes données plus haut tiennent déjà compte de ce compromis. Pour une remise à plat complète, consultez le guide des réglages de votre dégauchisseuse-raboteuse.

Fers émoussés : le piège qui se révèle trop tard
Un fer qui commence à s’émousser ne se contente pas de moins bien couper. Il comprime les fibres au lieu de les trancher. La surface a l’air lisse en sortie de machine, mais au premier contact avec un produit de finition à base d’eau, les fibres écrasées se regonflent et remontent. Les ondulations fantômes apparaissent, et à ce stade, il faut reprendre tout le ponçage. J’ai vu des plans de travail entiers ruinés par ce piège.
Sur les résineux, ce phénomène s’accompagne souvent d’un glaçage de surface : la chaleur et la pression font remonter les résines naturelles, créant une pellicule dure qui refuse la teinte. Le test : une goutte d’eau posée sur la surface. Si elle perle au lieu de pénétrer, le glaçage est présent. Il faut poncer au grain 80-100 pour traverser cette couche, puis reprendre les grains plus fins normalement.
Le réflexe : travailler au bruit et à la qualité du copeau. Un fer tranchant produit un copeau net, presque translucide sur les bois clairs. Un fer émoussé produit de la poussière mêlée à de petits fragments. Dès que le son change, plus sourd et plus forcé, c’est le moment d’affûter.
Un autre défaut lié aux fers : le fer ébréché. Chaque encoche sur l’arête de coupe laisse une ligne en relief sur toute la longueur de la pièce, dans le sens d’avance. La strie est continue et rectiligne, ce qui la distingue des ondes transversales. Le vieux truc : décaler légèrement un fer par rapport aux autres pour que les brèches ne s’alignent pas. Mais ça ne remplace pas un affûtage ou un remplacement.
Finition après rabotage : racloir, ponçage
Même sur une machine parfaitement réglée, le rabotage mécanique ne produit jamais un état de surface fini. Le rabotage, c’est du corroyage, de la mise à dimension. La finition, c’est un autre métier. Les deux ne se remplacent pas. J’ai vu des menuisiers expérimentés, pressés par un délai, passer directement de la raboteuse au vernis. Le résultat est toujours le même : les ondes de rabotage apparaissent sous la finition.
Le racloir : mon outil de prédilection
Le racloir est une lame d’acier souple dont l’arête, relevée au brunissoir, forme un micro-tranchant. Quand il est bien affûté, il coupe un copeau au lieu de rayer comme un abrasif. Il tranche les crêtes des ondes au lieu de les écraser dans les creux comme le fait le ponçage au grain moyen. Sur des pièces nobles, un plateau de table en noyer ou un panneau de meuble en merisier, la différence se voit au premier coup de vernis.
Le piège de la ponceuse orbitale
La ponceuse orbitale rend lisse, elle n’aplanit pas. Son patin souple épouse le relief du bois, y compris les ondes de rabotage. Elle polit les crêtes et les creux de manière identique, sans les supprimer. Pour réellement aplanir les ondes, il faut un outil de coupe ou un outil qui ne plie pas : ponceuse à bande avec semelle dure, ou cale à poncer plate et ferme. La ponceuse orbitale ne vient qu’ensuite, pour le grain fin de finition.
Le test avant finition
Avant toute finition, essuyez votre pièce avec un chiffon imbibé d’essence minérale. Ce petit test vous montre exactement ce que la finition va révéler, sans les inconvénients d’un mouillage à l’eau. Si des ondulations apparaissent, il reste du travail.
Ondes et talonnage : quand les deux défauts coexistent
On traite souvent les ondes de rabotage et le talonnage en dégauchissage et rabotage comme deux problèmes séparés. Après des années à régler des machines légères et semi-professionnelles, j’ai constaté que les deux défauts apparaissent presque toujours ensemble. Et quand on corrige l’un, l’autre s’atténue souvent dans la foulée.
La raison est simple : les ondes et le talonnage partagent les mêmes pièces à l’intérieur de la machine. Les rouleaux entraîneurs, la barre de pression, la rigidité du bâti et de la table, ce sont ces éléments qui déterminent à la fois la qualité de surface et la régularité d’épaisseur en bout de pièce.

Ondes ou talonnage : comment les distinguer
Le talonnage se repère aux extrémités : une marche nette sur les 3 à 10 derniers centimètres, en entrée ou en sortie. Les ondes de rabotage sont réparties sur toute la longueur de la pièce, avec un espacement régulier et prévisible.
Le test le plus simple : passez la même pièce une fois en mode dégauchissage, à vitesse manuelle lente. Si les ondes apparaissent aussi au dégauchissage, les fers sont en cause. Si elles ne se manifestent qu’au rabotage, le problème vient du système d’avance ou des rouleaux. Des stries longitudinales en plus, parallèles au sens d’avance ? Ce sont les empreintes du rouleau cannelé, j’en parle plus haut dans la section rouleaux.
La barre de pression : le composant qui lie tout
Sur les machines qui en sont équipées, la barre de pression est le composant le plus critique pour ces deux défauts. Réglée trop haut, le bois flotte sous les fers et vibre, ce qui crée des ondes amplifiées. Et cette même instabilité empêche le bois d’être retenu en bout de pièce, ce qui provoque le talonnage. Un seul réglage corrige souvent les deux problèmes d’un coup.
Sur les machines semi-pro équipées d’une barre de pression et de rouleaux de table, commencez par ces trois composants avant de toucher aux fers : c’est là que se joue la qualité du résultat dans la grande majorité des cas. Sur les combinées d’atelier qui n’ont ni barre de pression ni rouleaux de table, concentrez-vous sur les rouleaux entraîneurs et sur la rigidité de la table. Pour aller plus loin sur le talon spécifiquement, j’ai compilé mes astuces pour éliminer le talon.





